- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Разумевање храњења жице у ласерском заваривању
2025-01-20
Технологија храњења жица у ласерском заваривању је кључна компонента за постизање висококвалитетног заваривања. Разумено одабиром жичане материје, пречника, метода храњења жица и тачно контрола брзине храњења жица, ефикасност за заваривање и квалитет заједничког може се ефикасно побољшати. Следећи детаљи Радни принцип хранилице жице, избор жице, брзина храњења жица и других техничких тачака.
1. Радни принцип хранилице жице
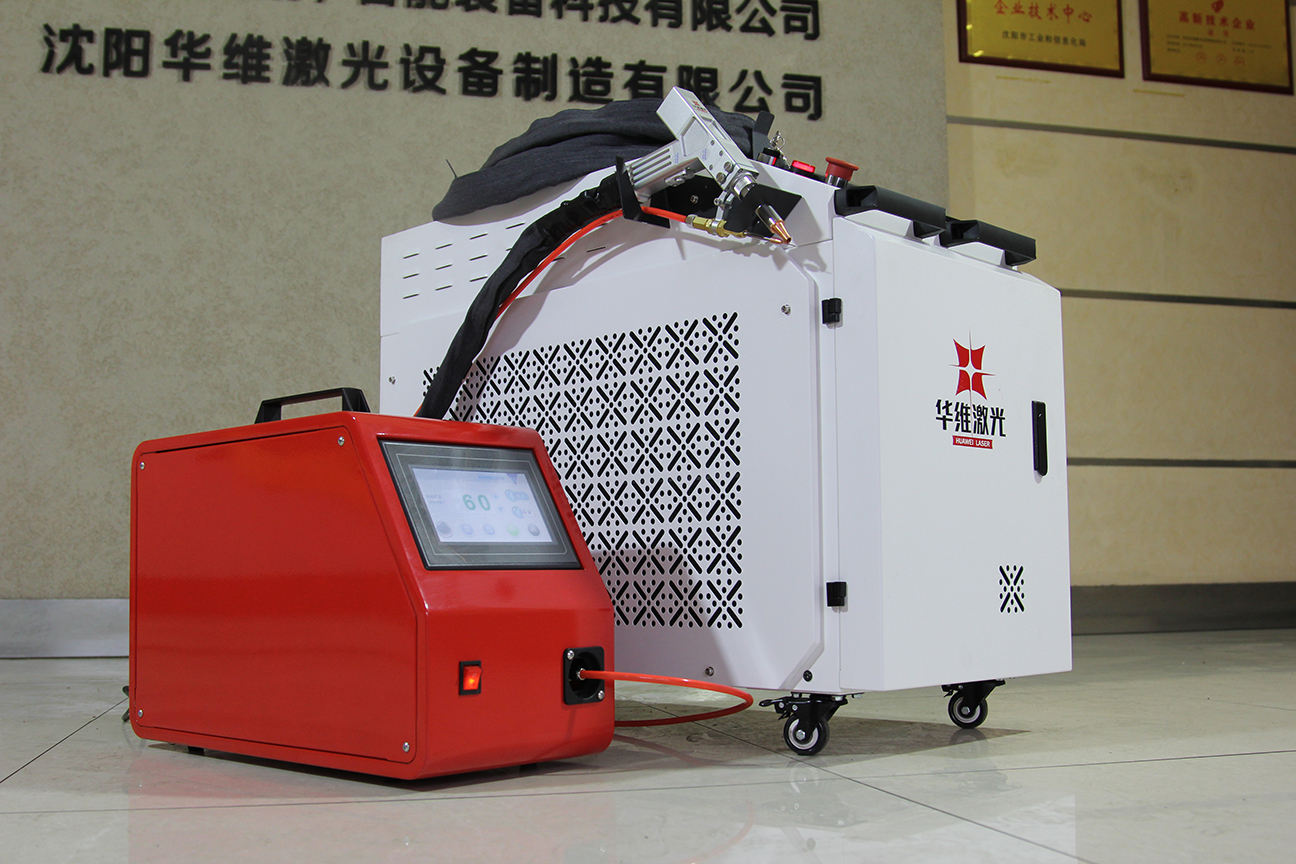
Уложак жице је уређај који се посебно користи за испоруку жице за заваривање у подручје ласерског заваривања. Радни процес укључује следеће главне везе:
Мотор за храњење жица:Уложак жице вози систем за храњење жица кроз мотор да би гурнуо жицу за заваривање у пиштољ за заваривање.
Туба жица за животиње:Уложак жице храни жицу за заваривање у пиштољ за заваривање кроз витку цев за испоруку. Цев за животиње је обично дизајнирана у закривљеном облику како би се осигурало да се жица за заваривање не храни несметано.
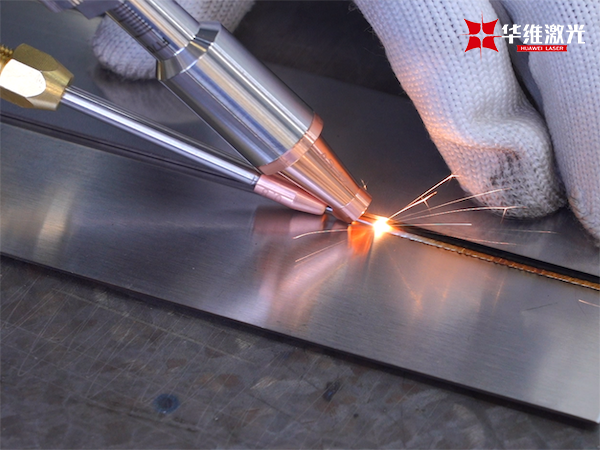
Жичана млазница:Жица за заваривање достављена у пиштољ за заваривање улази у подручје заваривања ласерских снопа кроз млазницу и делује на заваривање заједно са ласерским снопом.
Систем за храњење жица обично треба да ради синхроно са опремом за заваривање ласерских заваривања како би се осигурала прецизна испорука жице за заваривање и ефикасно зрачење ласерског снопа, чиме се обезбеђује стабилност истопљеног базена и квалитета завареног споја.
2 Избор жичних материјала за заваривање
Избор жичаног материјала директно утиче на квалитет заваривања и снагу зглобова. Различити основни материјали захтевају различите врсте жице за заваривање како би се осигурало перформансе завареног споја. Уобичајени жичани материјали укључују жицу за заваривање од нехрђајућег челика, алуминијумска легура заваривање, жица за заваривање бакра итд. Следећи фактори се морају размотрити приликом одабира:
Подударање основног материјала:Хемијски састав жице за заваривање требало би да одговара основном материјалу како би се избегло оштећења заваривања због неспојивости материјала.
Механичка потреба за некретнинама:Механичка својства (као што је снага, тврдоћа, итд.) Материјал за заваривање треба да испуне захтеве за пријаву како би се осигурало да зглоб има довољно снаге.
Отпорност на корозију и отпорност на високу температуру: за делове који се користе у одређеним посебним окружењима, отпорност на корозију и високи температурни отпор жице за заваривање такође морају да испуњавају релевантне стандарде.
3. избор пречника жице
Величина пречника жице директно утиче на износ пунила, растављена контрола базена и брзину заваривања заваривања. Уобичајени опсег пречника жице обично је између 0,8 мм и 2,4 мм, а специфичан избор зависи од следећих фактора:
Дебљина матичног материје: Танки заваривање на плочи обично користи тањи жицу (као што је 0,8 мм или 1,0 мм) да тачно контролише растопљени базен, док дебеле плочице захтевају дебљи жицу (као што је 1,6 мм или 2,0 мм) да би се добило довољно материјала за пуњење.
Позиција за заваривање:За хоризонталне или висеће зглобове заваривања лакше је контролисати растављени базен и смањити оштећења заваривања узроковане прекомерним растопљеним базенима.
Повер за заваривање:Ласерски систем вишег снагу може се ускладити са дешћа жица која ће пружити више метала за пуњење да испуни захтеве за заваривање високе чврстоће.
Одимање десног пречника жице помаже у побољшању ефикасности заваривања, смањење оштећења заваривања и осигурати квалитет завареног споја.
4. Како нахранити жицу у пиштољ за заваривање
Жица се обично убацује у пиштољ за заваривање кроз жичану цев жице хранилице. Процес храњења жице за заваривање у пиштољ за заваривање је врло прецизан и обично постоји неколико начина:
Механички систем за храњење жица:Жица за заваривање се угуше у цев за храњење жица мотором и погоном, а затим се жица за заваривање храни у подручје ласерског заваривања кроз водич.
Систем за храњење пнеуматских жица:Гас (као што је азот или компримовани ваздух) користи се за гурање жице за заваривање дуж цеви за храњење жице. Ова метода је релативно једноставна, али захтева прецизно проток протока ваздуха да спречи жицу заваривања да се завари или заглави.
Процес храњења жице мора осигурати да жица за заваривање буде глатка, непрекинута и не омета друге компоненте. Дизајн пиштоља за заваривање обично има уређај за водиче како би се осигурало прецизно пристајање жице за заваривање са ласерским снопом.

5. Контрола брзине храњења жице
Брзина храњења жице је један од кључних параметара у ласерском заваривању. Избор брзине храњења жица треба да размотри ласерску снагу, брзину заваривања, пречника жице и величину растопљеног базена. Обично се брзина храњења жице треба синхронизовати брзином ласерског заваривања како би се осигурало да се жица за заваривање може убрзати у растопљени базен у сталној стопи.
Прекомерна брзина храњења жице:Може проузроковати превише метала пунила, повећати растопљени базен спојеве превелике или прелијеповање, што може проузроковати недостатке заваривања.
Превише успорена брзина храњења жицом:То може довести до недовољне жице за заваривање, премали растопљени базен, недовољну чврстоћу заваривања, па чак и непотпуно заваривање.
Да би тачно контролирала брзина храњења жица, модерне хранилице са жицама су углавном опремљене системима високо прецизних контролних средстава, који могу аутоматски подесити брзину храњења жице у складу са повратним информацијама у реалном времену (попут ласерске енергије, брзине заваривања, топљењем и високим квалитетом поступка заваривања).

Ако желите да сазнате више о технологији ласерског заваривања и решења за храњење жицама, обратите се Хуавеи Ласеру. Хуавеи Ласер се фокусира на истраживање и развој и примену ласерске технологије заваривања, пружајући свеобухватну техничку подршку и прилагођене услуге да помогну компанијама да побољшају технологију заваривања и ефикасност производње.